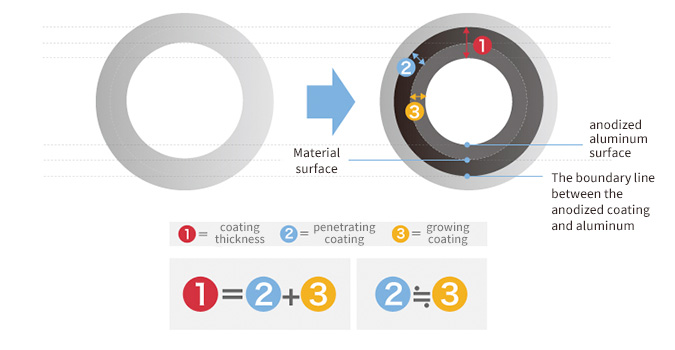
While both are surface treatments, anodizing and plating function through different mechanisms. Anodizing converts the base metal into an oxide, growing both outward from and inward into the original surface. Because this growth is uniform, anodizing preserves the original surface texture and does not "level" or smooth bumps like plating does. Furthermore, re-anodizing requires the complete chemical removal of the existing layer, which reduces the dimensions of the base material. In contrast, plating deposits additional metal layers onto the surface.
Fundamentals of Aluminum Anodizing
Anodizing is an electrolytic process used to artificially thicken the natural oxide layer (Al2O3) on the surface of aluminum parts.
Aluminum naturally reacts with oxygen to form a thin, protective oxide layer. Although this makes aluminum inherently corrosion-resistant, the natural film is too thin for industrial use. Anodizing is required to create a robust barrier that prevents corrosion and degradation in harsh environments.
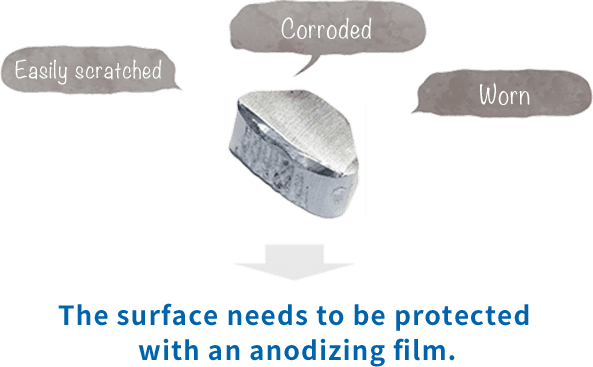
The Necessity of Anodizing
Aluminum is lightweight, with a specific gravity approximately one-third that of steel. However, it is naturally soft and prone to surface damage. Without treatment, aluminum components risk premature wear and corrosion. Anodizing provides the necessary surface hardness and durability for industrial applications.
Technical Structure of Anodizing
The Anodizing Process
-
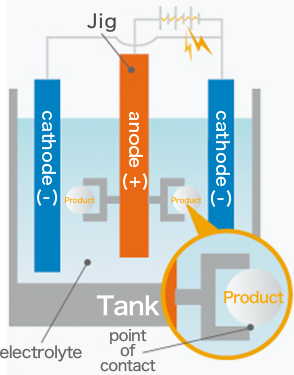
- Aluminum components are mounted on jigs and submerged in an electrolyte solution, such as sulfuric acid or oxalic acid.
- An electrical current is applied through the system, with the components acting as the anode (positive electrode).
- The electrochemical reaction forms a controlled oxide layer (Al2O3) on the surface of the aluminum.
Microstructure of the Anodic Oxide Layer
-
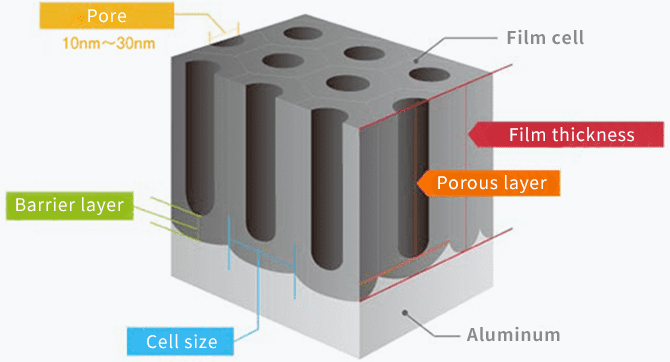
The oxide layer contains microscopic pores, each 10 to 30 nm in diameter. There are between several billion and 70 billion pores per square centimeter—a density comparable to fitting the entire global population into a 1 cm² area.
Honeycomb Structure: The "Pencil Bundle" Analogy
-
As the current flows, the aluminum surface undergoes simultaneous dissolution and oxidation.
This creates a "cell" structure. This growth pattern is often compared to a bundle of hexagonal pencils standing upright on the metal surface.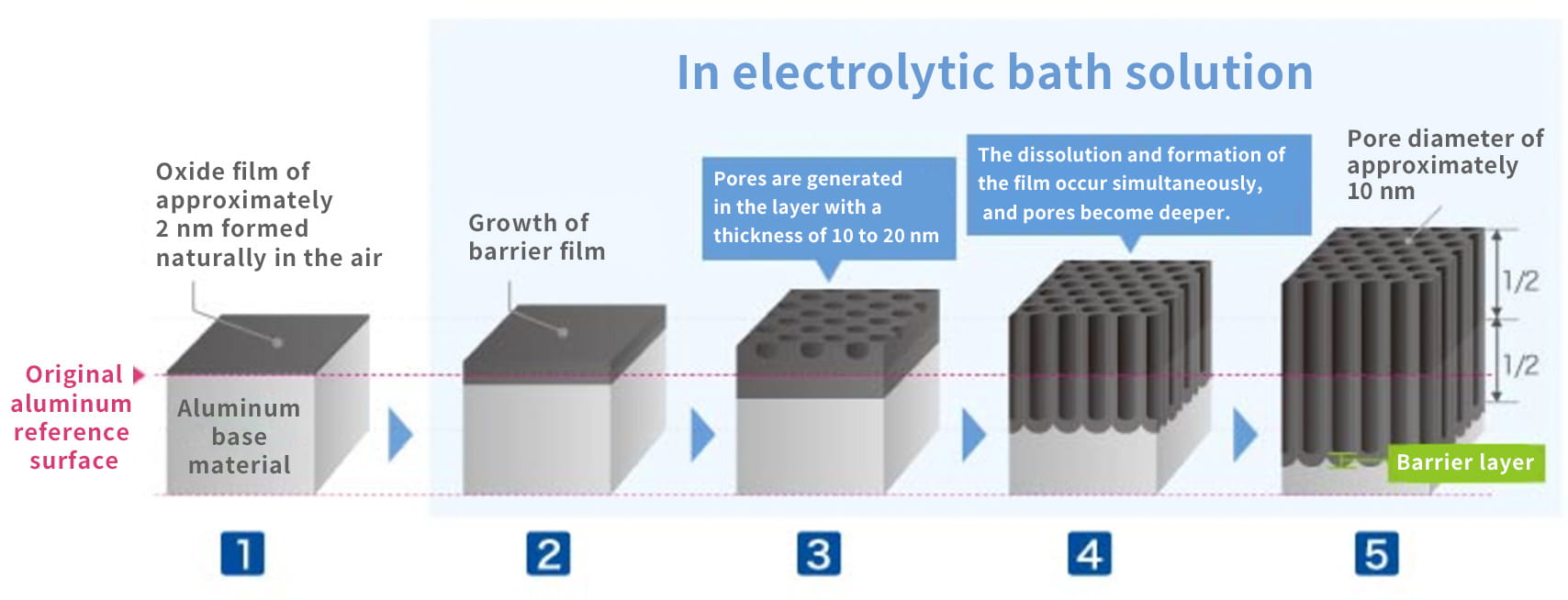
- Aluminum naturally forms an oxide layer approximately 20 nm thick upon exposure to air.
- During the process, the oxide layer is artificially thickened within the electrolyte.
- High current concentration at surface irregularities causes localized dissolution. Ions penetrate these points, forming microscopic pores as the surface material dissolves into the solution.
- Oxidation and dissolution occur simultaneously at the base of the pores, resulting in the formation of elongated, regular cell structures.
- The final coating thickness is directly proportional to the duration of the electrolytic process.
Anodizing vs. Plating: Key Differences
Coating Growth CharacteristicsFundamental Differences between Anodizing and Plating
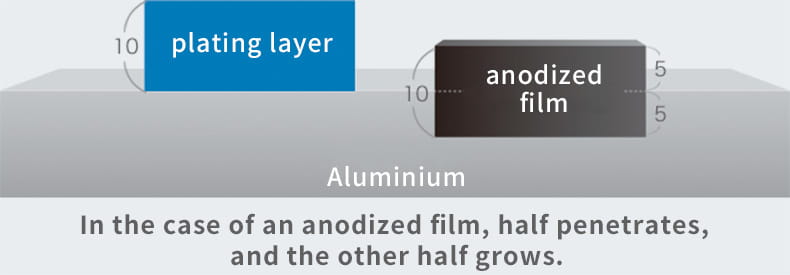
Anodic Coating Thickness and Penetration

Design Guidelines for Edges and Corners
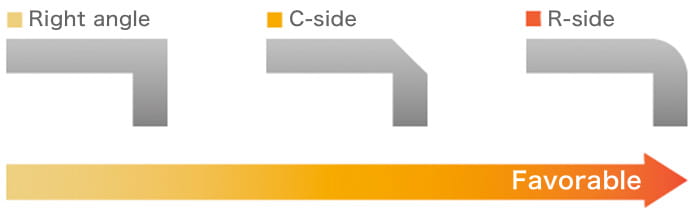
Coating Behavior on Sharp Edges and Angles

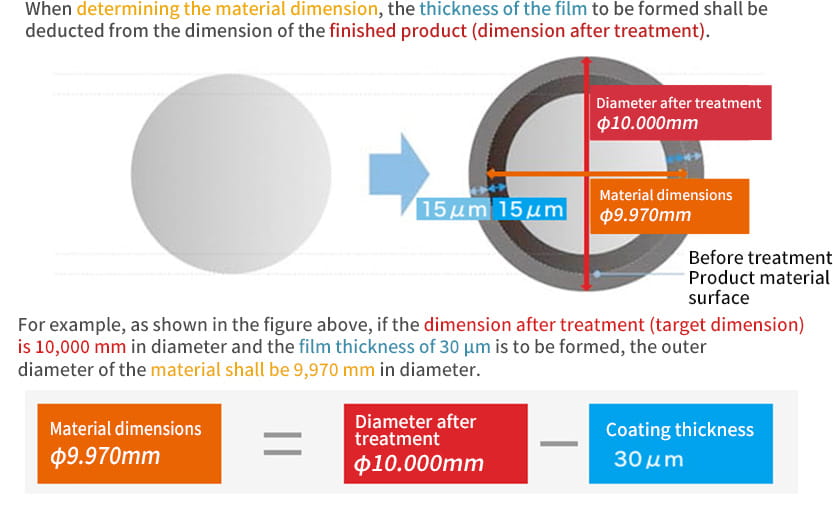
Dimensional Changes and Tolerances
Dimensional Impact on Internal Diameters (Bores)
Dimensional Impact on External Diameters (Shafts)
Post-Anodizing Dimensional Calculations Pre-Machining Dimension Calculator
Input values into fields (1) through (3) to calculate the required pre-treatment machining dimensions.
- External Diameter (Shaft)
-
Lower limit Upper limit Thickness of the coating to be formed Coating thickness 0μ 0μ Drawing dimension Machining dimensions
to be targetφ0.0000 φ0.0000
- Internal Diameter (Bore)
-
Lower limit Upper limit Thickness of the coating to be formed Coating thickness 0μ 0μ Diameter after treatment Machining dimensions
to be targetφ0.0000 φ0.0000
- Use half-width alphanumeric characters.
- Enter the upper and lower tolerance limits for the final drawing dimensions (mm).
- Values are displayed to three decimal places (rounded from the fourth).
- Enter the required coating thickness in microns (µm).
- Units are added automatically.

Proprietary Anodizing Technology
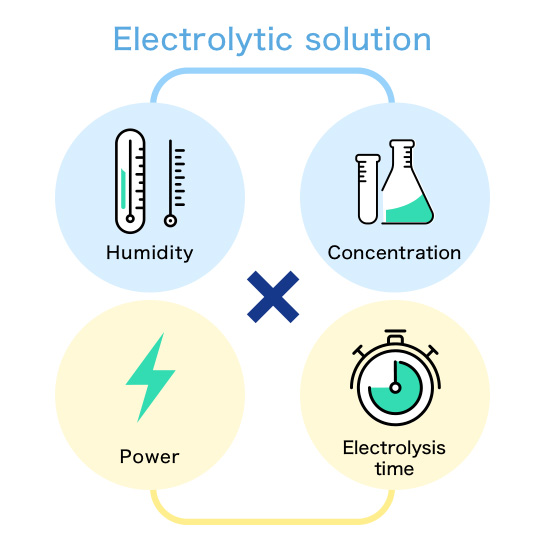
Achieving specific coating properties requires precise control of several parameters, including current density, electrolyte concentration, temperature, and processing time. Even minor deviations can impact the final result. Miyaki ensures consistent, high-performance results through decades of expertise and a strictly controlled manufacturing system.
Performance Enhancements via Anodizing
- Wear resistance
- Low-friction performance
- Corrosion resistance
- Enhanced durability
- Paint adhesion
- Heat dissipation
- Electrical insulation
- Aesthetic design
Solutions
Kashima Coat

Optimized for Sliding Components
Lubricating Hard Anodizing
for Superior Wear Resistance

Oxalic Acid Anodizing
Maintains Surface Finish Integrity
Delivers Exceptional Heat Resistance,
Corrosion Protection, and Aesthetic Quality
Kashima Coat Black

High-Performance Matte Black Finish
Kashima Coat Black provides a deep, matte finish while retaining
all standard lubricating and wear-resistant properties.



Engineering Challenges and Solutions
- Extend component service lifeKashima Coat lubricating hard anodizing
- Protect marine parts from saltwater corrosionMD Process
- Apply precise partial treatmentsMasking for selective anodizing
- Preserve surface finish and smoothnessOxalic acid anodizing
- Ensure consistent quality for mass productionAutomated processing
- Optimize heat dissipation for thermal managementMD Process





